View All Case Studies
Production Plant for the Synthesis of Deuterated Methanol
CO2-to-Chemicals
Distillation
Fixed Bed Reactor
Hydrogen / Deuterium
Methanol
Pilot Plant
Overview
This production plant is designed for the synthesis and purification of deuterated methanol (D4‑MeOH) from deuterium and CO₂. It combines a pressurised fixed-bed reactor with an integrated distillation unit for the separation of methanol and by-products.
Design Data
- Reactor pressure: 50 bar(g)
- Destillation pressure 4 bar(g)
- Reactor temperature: 300 °C
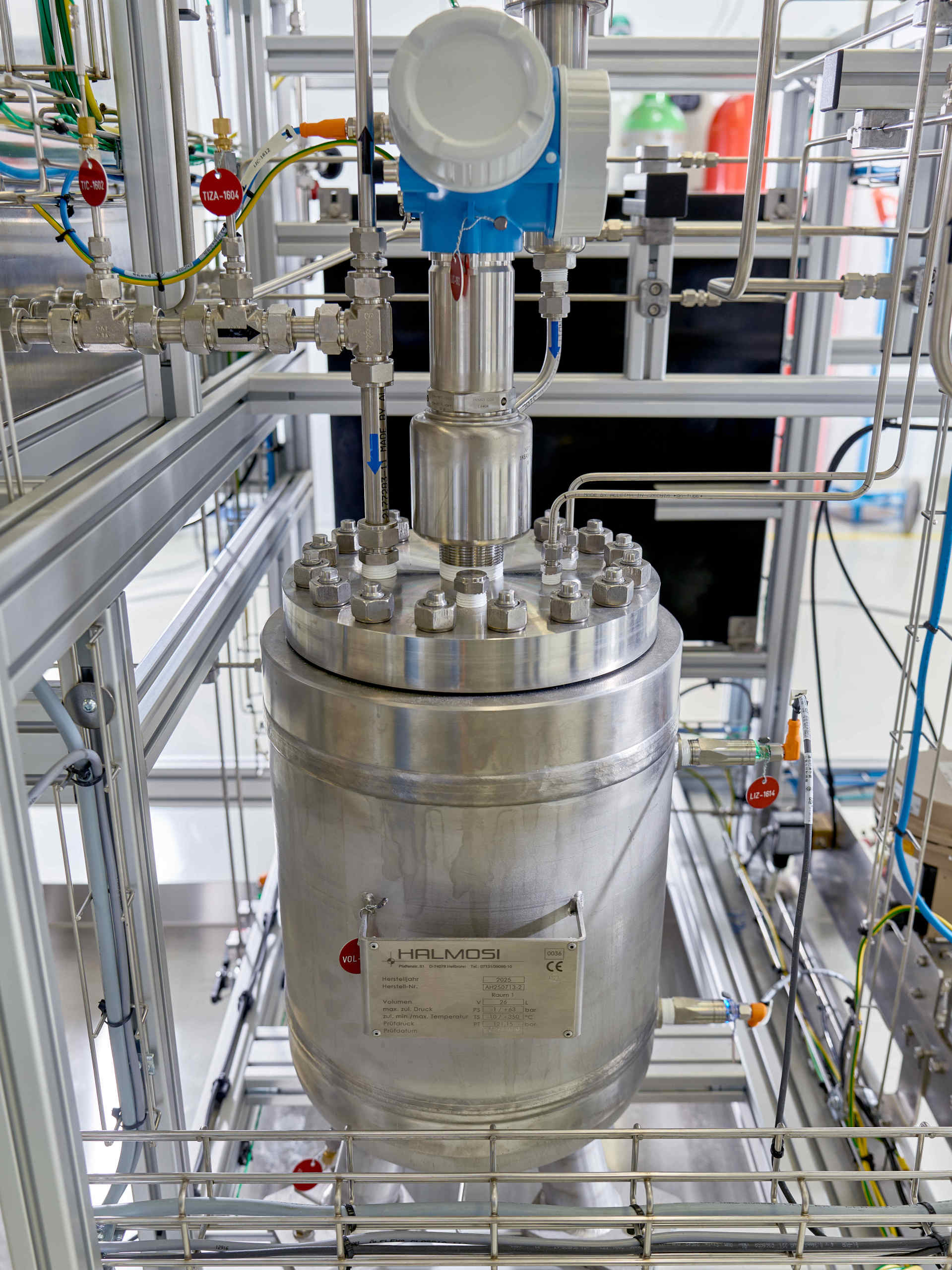
Reactor and Process Features
- Reactor: Fixed-bed tubular reactor with two heated zones
- Inner diameter: approx. 50 mm
- Height: approx. 1.000 mm
- Preheating zone (inert) and catalyst zone
- Operating modes:
- Continuous operation with controlled gas dosing
- Precise adjustment of feed ratios
- Product separation:
- Gas-liquid separator with continuous discharge
- Downstream distillation column for separation of D4-MeOH and D₂O
- Recycle System:
- Gas circulation via pump
- Adjustment of defined GHSV and process compositions
Automation
- Process control system: Siemens S7‑1500
- HMI-based operation with recipe control
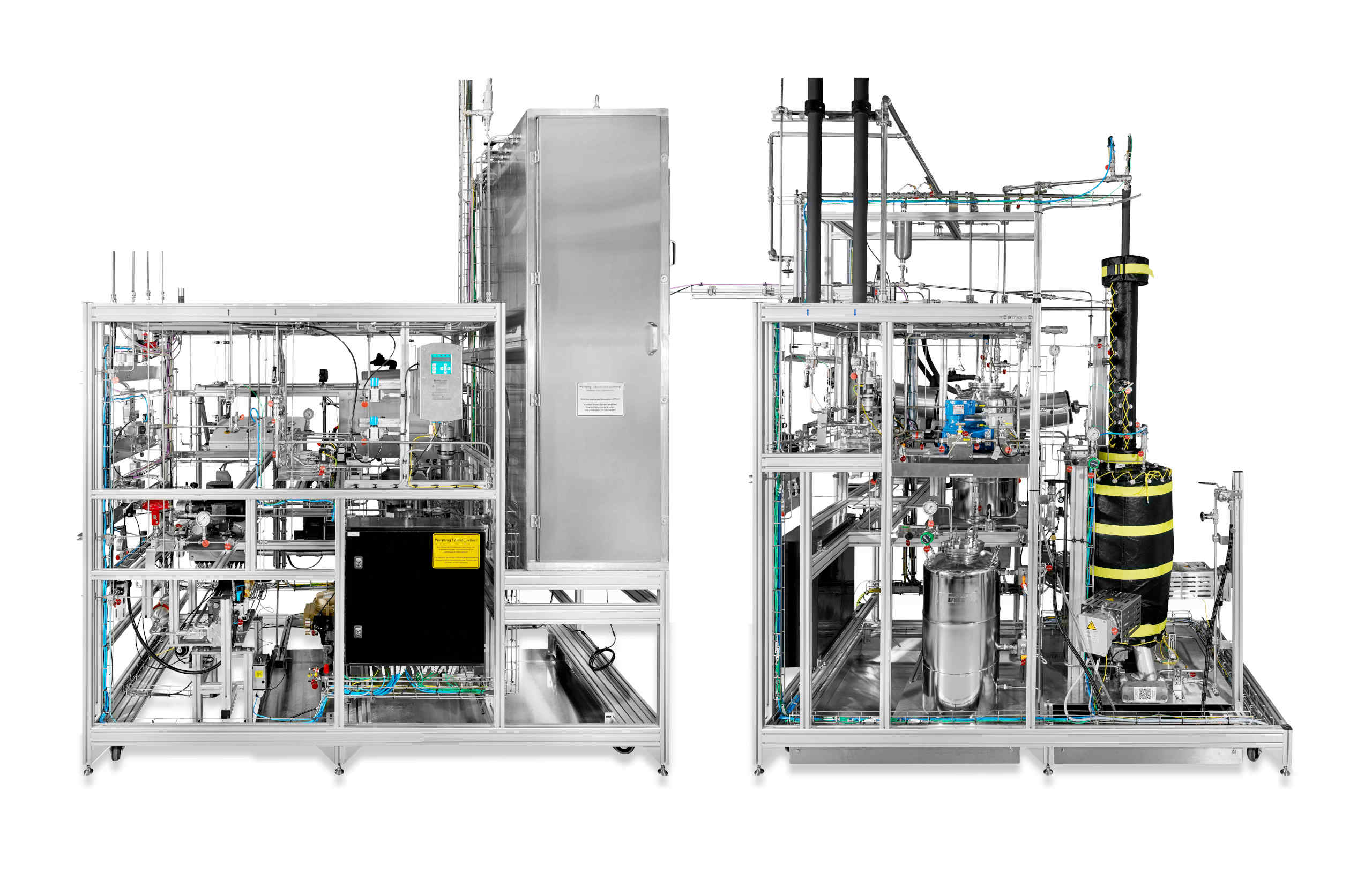
System Design
The plant is modular in design and consists of a reactor module as well as a distillation module for product processing. The synthesis is carried out via the conversion of CO₂ with deuterium in a pressurized fixed‑bed reactor under defined operating conditions
The resulting products are condensed downstream of the reactor and subsequently separated in a downstream distillation unit. The plant is designed for stable and reproducible operation.
The design complies with the requirements for operation in potentially explosive atmospheres (ATEX Zone 2). A multi-level safety concept with suitable instrumentation, shutdown systems, and pressure protection ensures safe and reliable operation. This includes, among other features, a pressurised enclosure of the reactor section as well as continuous monitoring of relevant process parameters.